2+1 rok
Snadná registrace záruky
Na veškeré elektrické nářadí Mirka se vztahuje standardní dvouletá záruka. Registrací nářadí do 30 dnů od nákupu získáte další 1 rok záruky zdarma.

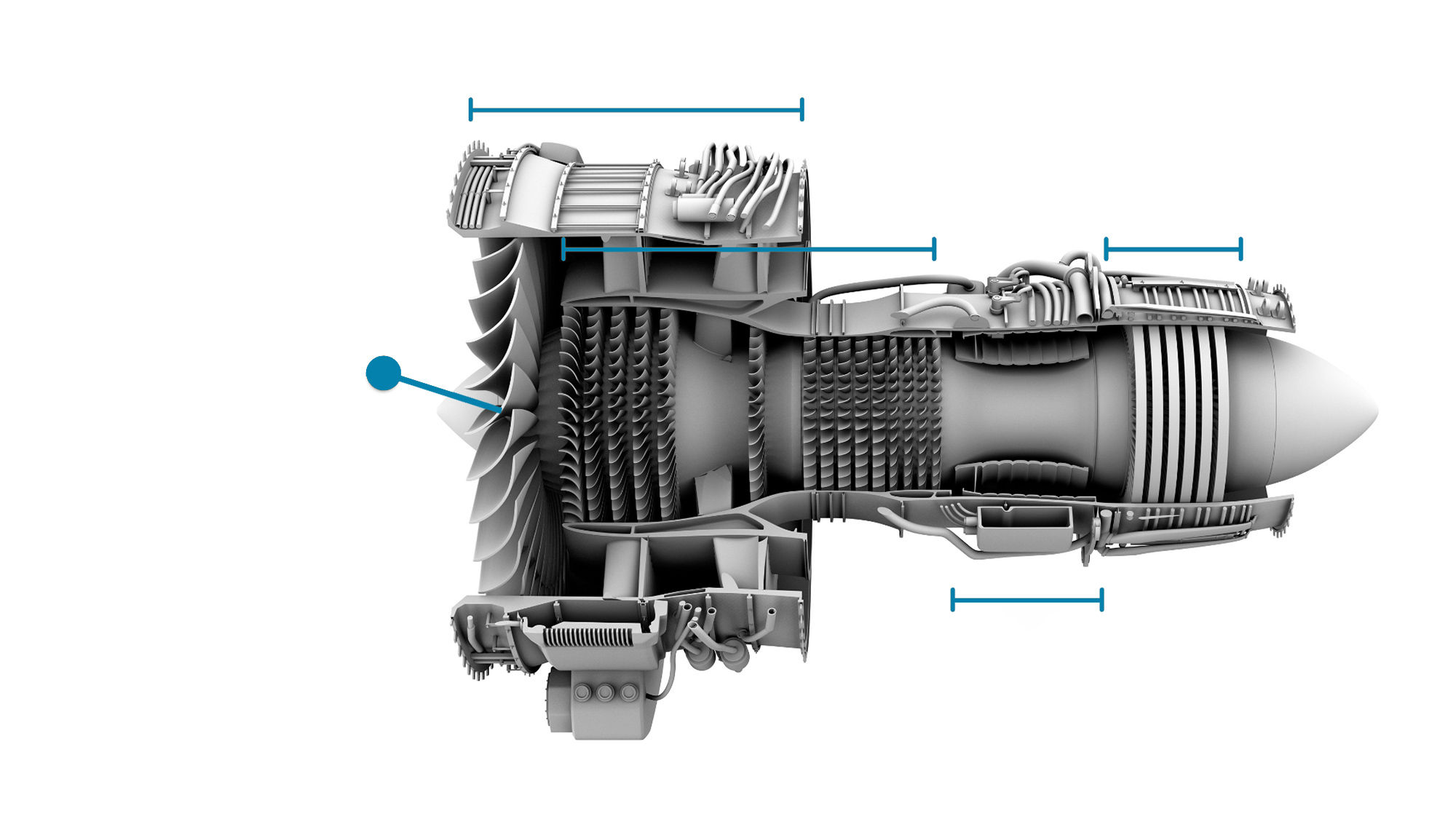
Složité konstrukce lopatek v leteckém a energetickém průmyslu vyžadují pokročilý proces provádění povrchové úpravy. Díky desítkám let zkušeností v oblasti zdokonalování povrchové úpravy a know-how v přesné průmyslové výrobě může Mirka nabídnout konzistentní a optimalizovanou kvalitu povrchové úpravy při dokončování lopatek ventilátoru proudových turbín.
Dosáhněte optimální povrchové úpravy s minimální mírou vyřazení
Hnací silou ve vývoji turbín je zlepšená energetická účinnost jak v hotovém produktu, tak ve fázi výroby. To vede ke stále složitějším trojrozměrným tvarům, což u konvenčních postupů ruční povrchové úpravy vede k problémů s plněním požadavků na dosažení konzistentní kvality.
Technologie povrchové úpravy řízené silou od společnosti Mirka je vhodná pro různé aplikace, kde se uplatňují velké lopatky: od proudových motorů až po plynové a parní turbíny, kde je klíčová extrémní přesnost. V důsledku toho lze dosáhnout jak požadované kvality dokončovacího zpracování, tak i minimální zmetkovitosti.
Automatizovaný dokončovací proces v kontrolovaném prostředí
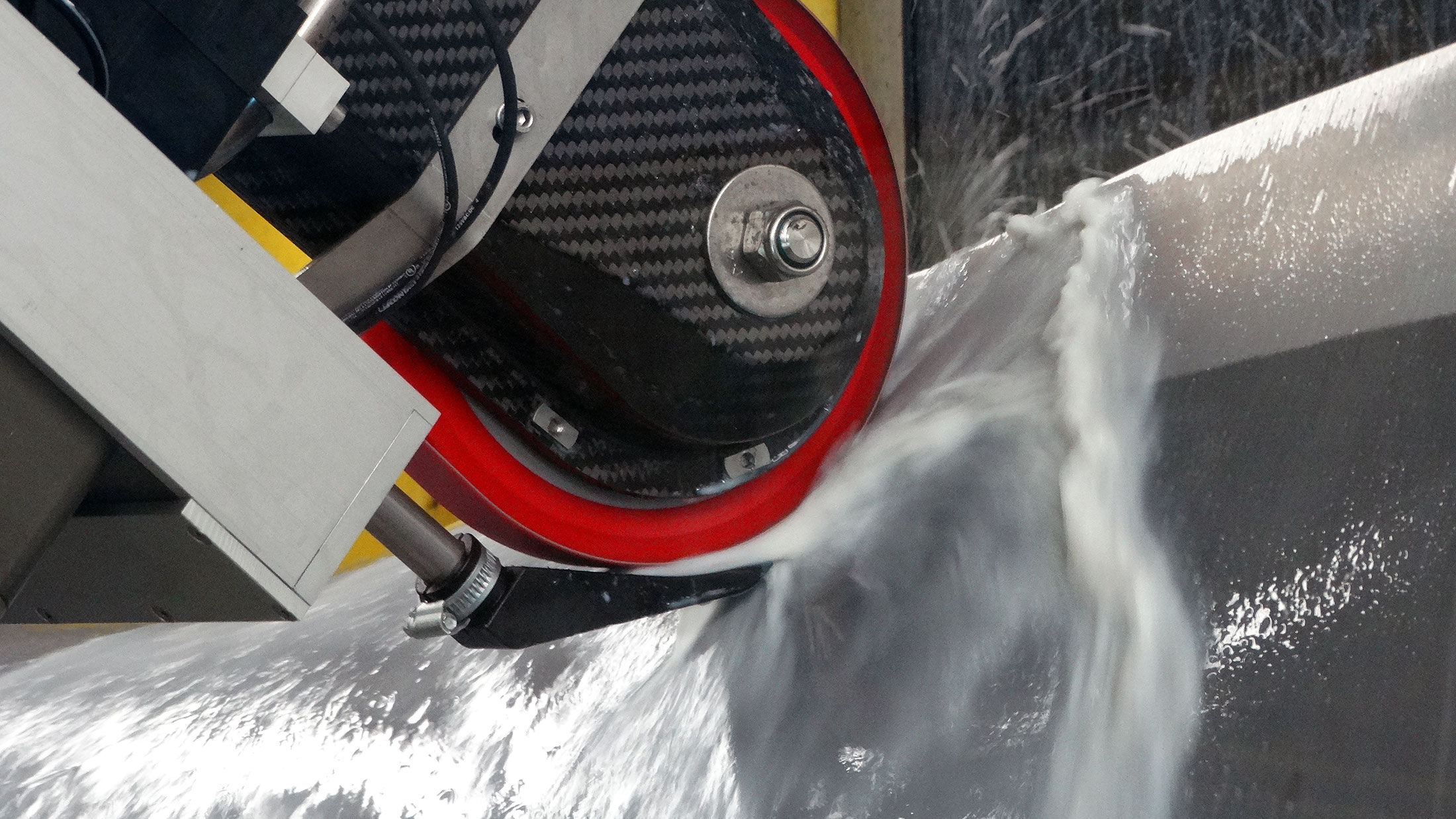
Společnost Mirka využívá sedmiosou robotizovanou platformu pro povrchovou úpravu velkých lopatek v prostředí mokrého procesu, což je požadavek z důvodu vysoce hořlavého prachu vznikajícího při broušení materiálu lopatek turbíny. Výsledná jednotná kvalita povrchu minimalizuje procesní odpad a zmetkovitost a zvyšuje roční výrobní kapacitu.
Jako bonus navíc automatizovaný proces snižuje zátěž pro obsluhu, protože celá robotická buňka je řízena softwarem.
Vhodné pro velké a těžké obrobky
Tato platforma umožňuje pracovat s velkými a těžkými obrobky o délce až 1 800 mm a maximální hmotnosti 500 kg. Ve stejném systému může spolupracovat více robotů, což zkracuje čas na dokončení. Mezitím může operátor bezpečně nainstalovat nový obrobek mimo buňku.
Buňka je vybavena patentovanou pásovou bruskou 30 × 3 500 mm řady L pro velké povrchy.