2+1 år
Enkel garantiregistrering
Alla Mirkas elverktyg har två års standardgaranti. Få ytterligare 1 års garanti utan kostnad genom att registrera ditt verktyg inom 30 dagar efter köpet.
Se till att dina maskiner och verktyg är i utmärkt skick med hjälp av myMirka där du kan registrera, hantera och beställa reparationer för dem.
Fyll på lagret, få tillgång till marknadsföringsmaterial, se försäljningsguider och läs om kommande produktlanseringar.
Vid bandslipning är det mycket du behöver tänka på för att få bästa möjliga resultat och effektivitet. Val av slipmaterial är mycket viktigt, men även andra faktorer som justering av slipmaskinen, val av sliphastighet och hur du hanterar maskinen är viktiga. Om du väljer band från Mirka kan du känna dig trygg i att du får de mest effektiva slipresultaten utan att kompromissa med kvaliteten.
Välj rätt band för att tjäna mer
Totalkostnaderna för slipningen kan hållas nere bara genom att välja den bäst lämpade
produkten för varje tillämpning. Det innebär att:
Öka bandets livslängd med rätt tillämpning
Livslängden på banden kan förlängas genom att använda dem
på rätt sätt.
Räkna fram rätt band för din applikation
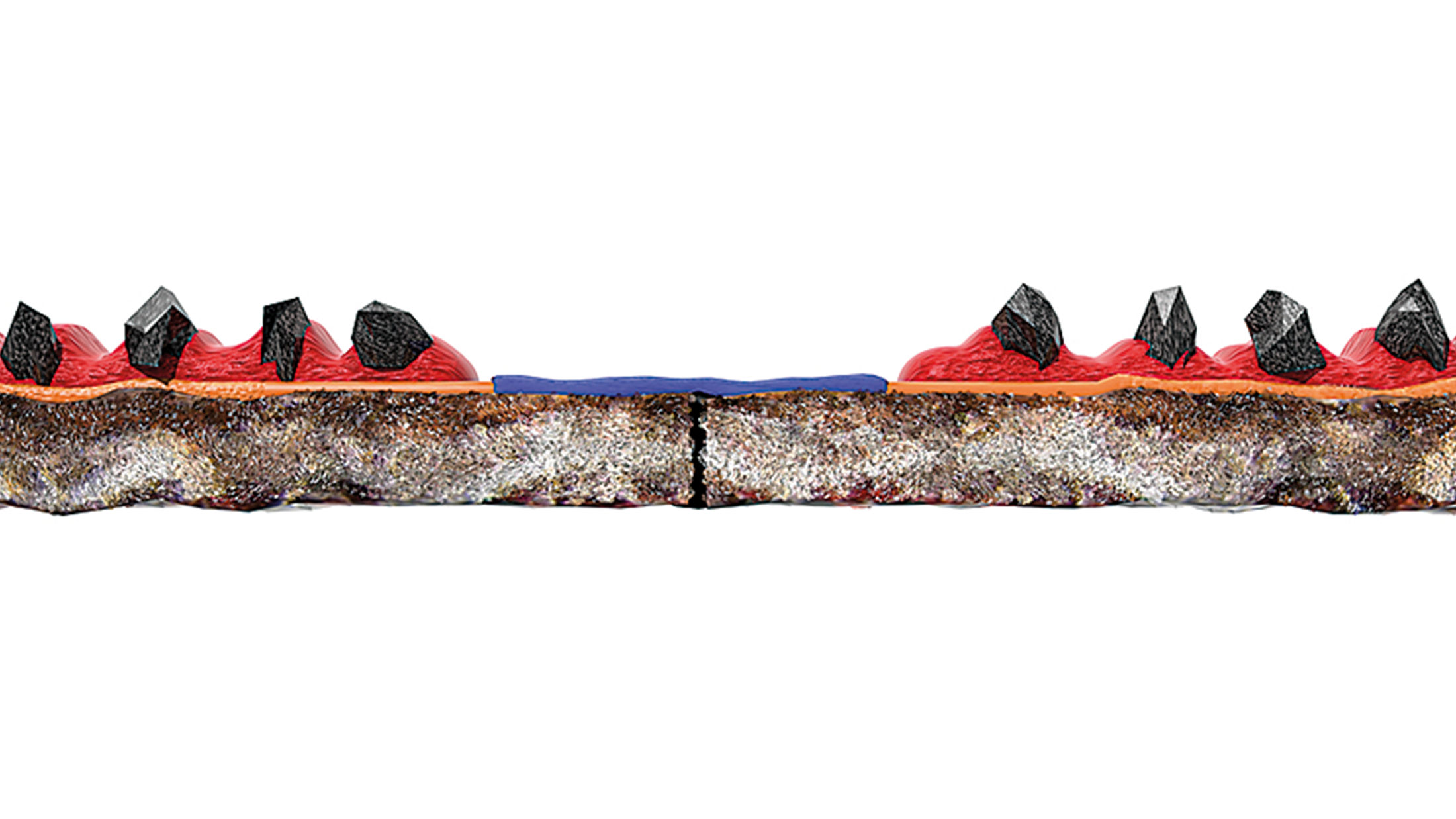
Prestanda genom innovation
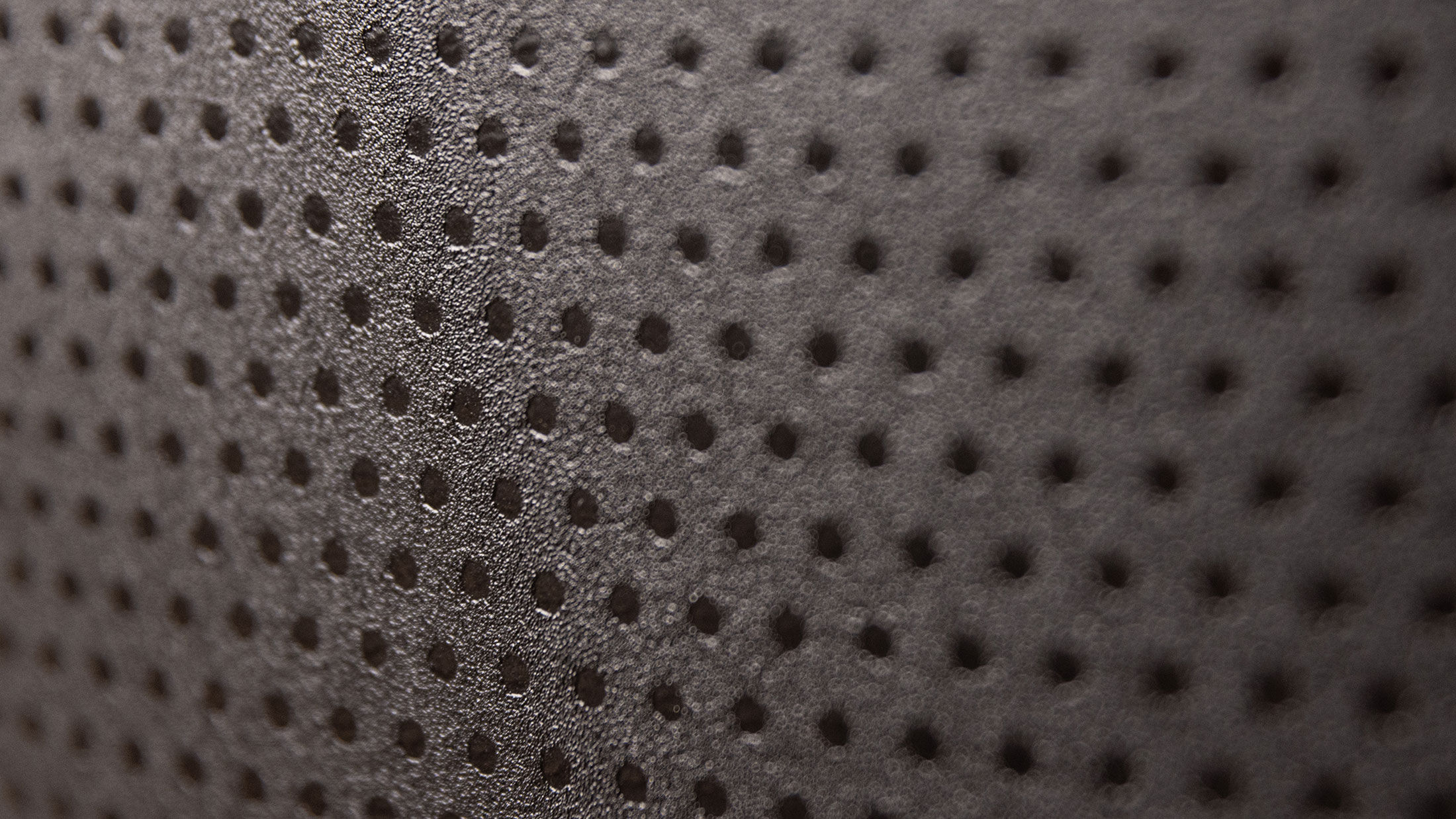
Ultimax bredband är olikt alla andra.
De innovativa hålrummen tvingar luft mellan arbetsstyckets yta och bandet, vilket håller sliptemperaturen låg, förhindrar brännskador och förlänger bandets livslängd.
Denna nya teknik, i kombination med specialiserade slipkorn, förlänger produktens livslängd och minskar materialförbrukningen per jobb.
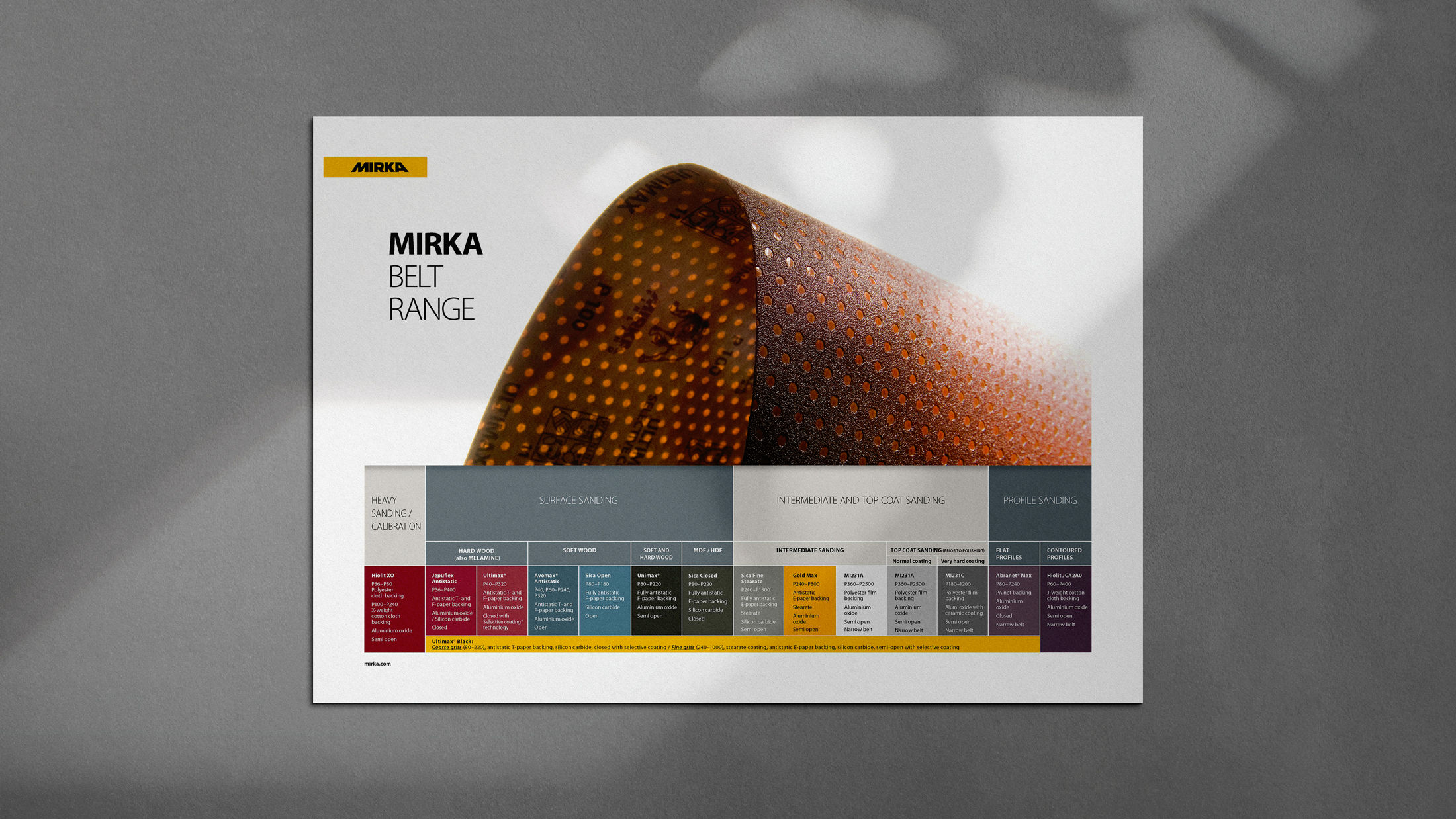
Hitta rätt slipband för din slipapplikation och yta
Det finns slipmaterial och breda band för alla typer av trä och ändamål. Men bli inte överväldigad av det breda urvalet. Med Mirkas praktiska guide till de bästa slipbandstyperna och kornstorlekarna för varje steg i slipprocessen är det enkelt att välja rätt och uppnå bästa möjliga ytfinish.
>> P36–P80: Polyesterrygg
>> P100–P240:Rygg X-weight bomullstyg
>> Aluminiumoxid
>> Semiöppen
Hårt trä (även melamin)
>> P40–P320
>> Antistatiskt T- och F-pappersrygg
>> Aluminiumoxid
>>Stängd med Selective coating®-teknologi
Hårt trä (även melamin)
Mjukt trä
Mjukt trä
Mjukt och hårt trä
MDF/HDF
Hårt trä, mjukt trä, MDF och HDF
>> P80–P1000
>> Antistatisk T- och E-pappersrygg
>> Silikonkarbid
>> Stängd och semiöppen
Mellanslipning
Mellanslipning
Mellanslipning
Slipning av ytskikt före polering
Slipning av ytskikt före polering
Mellanslipning och slipning före polering
>> P80–P1000
>> Antistatiskt T eller E-papper
>> T eller E-pappersrygg
>> Silikonkarbid
>> Stängd eller semiöppen
Plana profiler
Profilerade profiler
Rekommenderad grovlek
Vanligtvis används det första slipbandet för avverkning och resten
används för att skapa en jämn ytfinish.
| Grovlek | Användning |
| P24–P80 | Grovslipning, kalibrering |
| P100–P220 | Slipning före ytbehandling |
| P220–P500 | Mellanslipning |
| P600–P1200 | Slipning före polering |
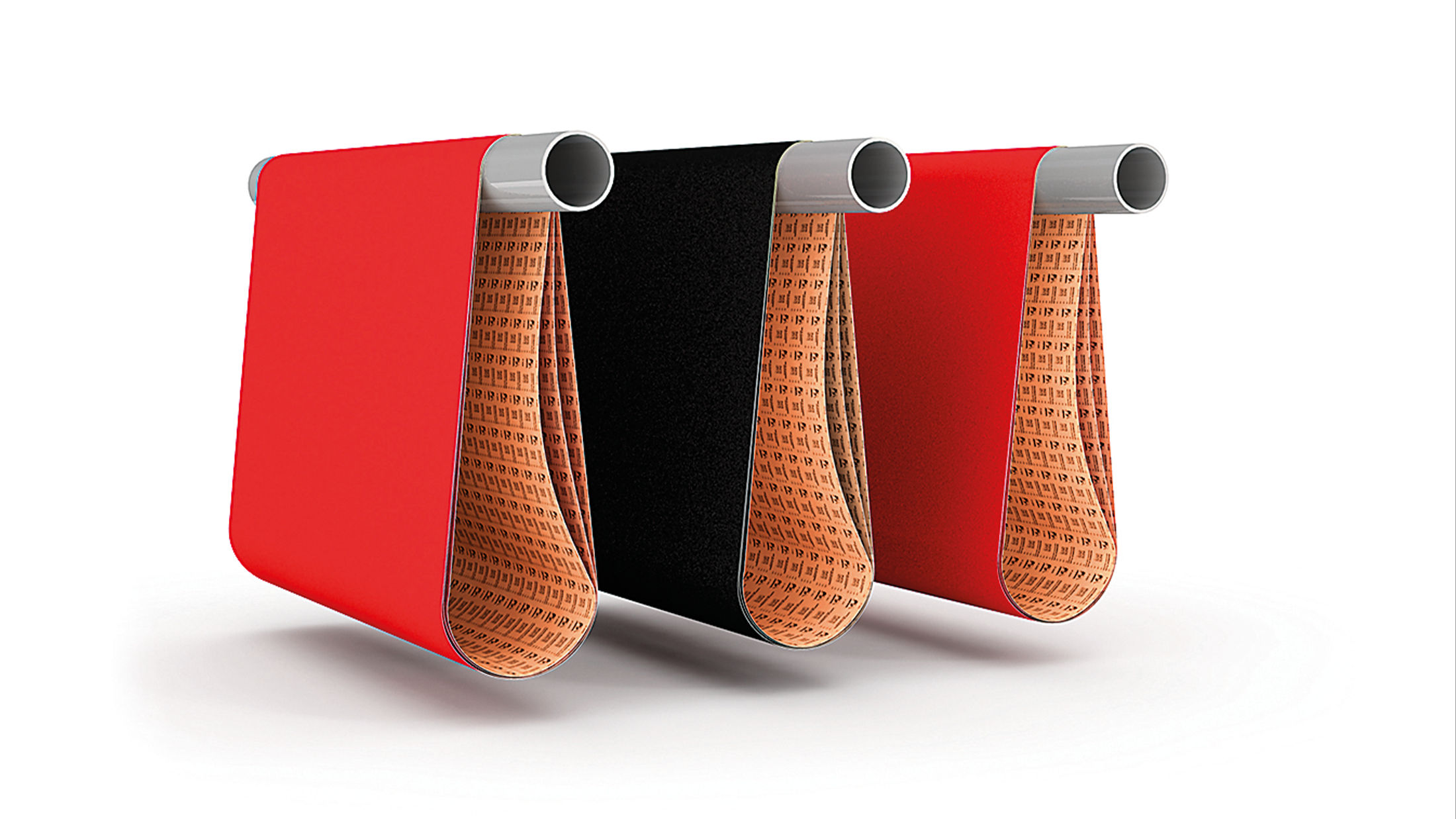
Bandskarvarnas prestanda är en nyckelfaktor för slipband. Skarvarna måste vara lika starka som själva slipmaterialet och får inte vara för tjocka eller för tunna jämfört med slipmaterialet. Bandet ska också ha rätt form och dimension.
En A-skarv, som främst används för slipband av papper, är en överlappande skarv utan kompensation på slipmaterialssidan, t.ex. utan avbrott i beläggningen på. Det ger en jämn slipbandstjocklek, även över skarven, och ger en jämn slipyta utan skrapmärken.
B-skarven, som är den vanligaste skarven för slipband med tygbaksida, är en överlappande skarv med kompensation på den slipande sidan. Det innebär att fogområdet är fritt från slipmaterial vilket gör att duken kan överlappa utan att fogen behöver vara tjockare än resten av bandet. B-skarven är också lämplig för speciella pappersprodukter, t.ex. Mirkas Ultimax.
Används vanligtvis för små tygband som kräver styrka och flexibilitet. En T-fog skärs genom slipbandet utan överlappning och fogen fästs med tejp på baksidan.
En TS-skarv liknar en T-skarv men skiljer sig genom det sätt på vilket anslutningsändarna kapas. Genom att använda en TS-skarv kan gångjärnseffekten undvikas. Denna fogtyp är mest lämplig för band med medelstor kornstorlek och är vanligast på band med tygrygg, men TS-skarvar förekommer även på band med pappersrygg.
Det här är en specialfog där tejpen appliceras på slipningssidan, vilket gör den lämplig för profilslipning med en slipplatta.
Genom att helt enkelt följa några grundläggande rekommendationer om förvaring av breda band kan du se till att banden förblir oskadade och bibehåller sin fulla arbetspotential.
Har du utmaningar med bredbandsslipning?
Du har investerat i en bredbandsslipmaskin och det kan vara frustrerande att inte få det resultat du förväntar dig.
I detta avsnitt beskrivs typiska problem som kan uppstå vid användning av breda band. Det är viktigt att förstå varifrån ett problem kommer för att kunna korrigera processen.
Att uppnå önskat slutresultat med en ytbehandling påverkas av en mängd olika faktorer. Vi kan hjälpa dig att uppnå ett optimalt slipresultat och bästa möjliga livslängd för själva slipmaterialet.
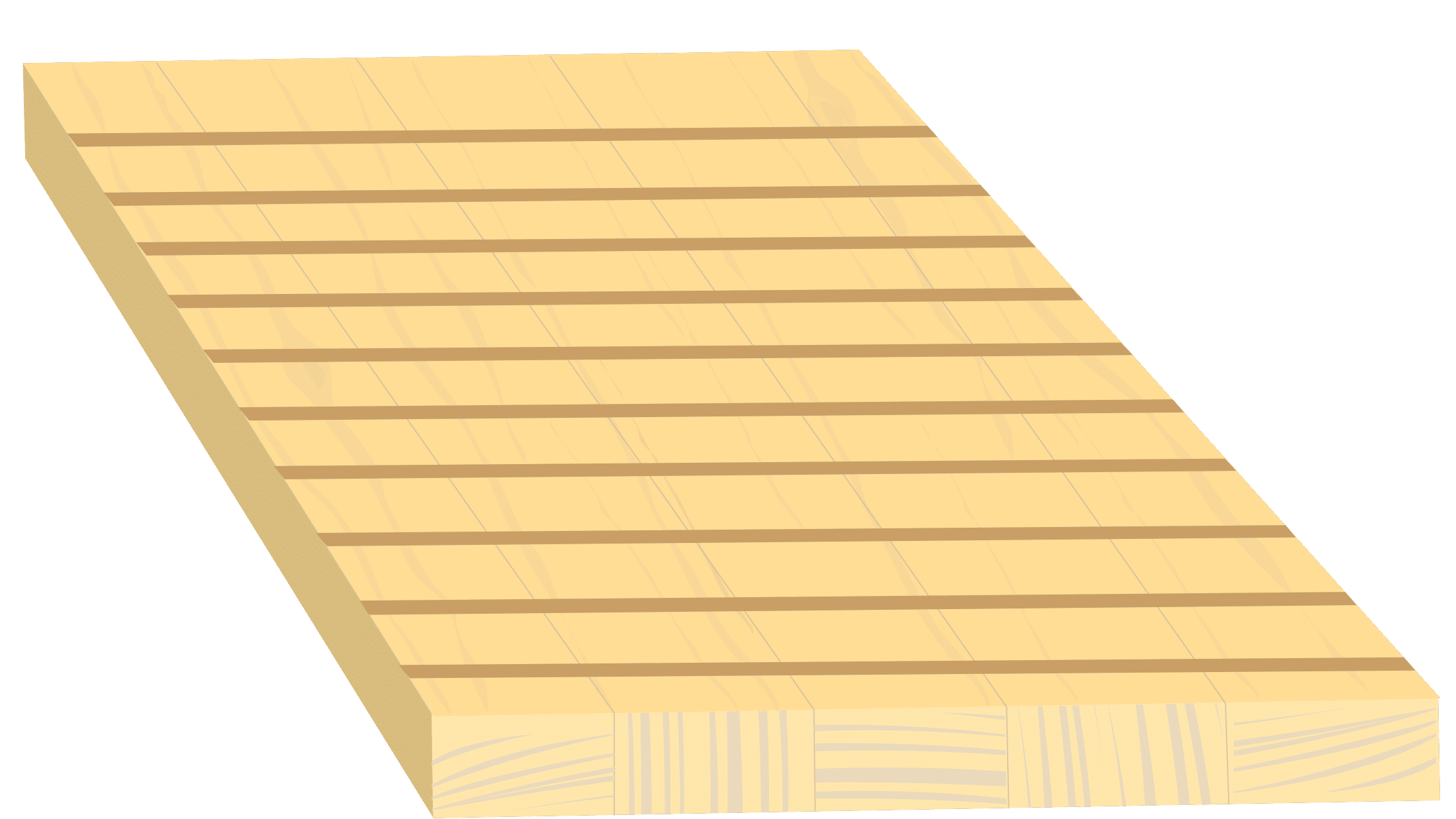
MÄRKEN I TVÄRRIKTNING
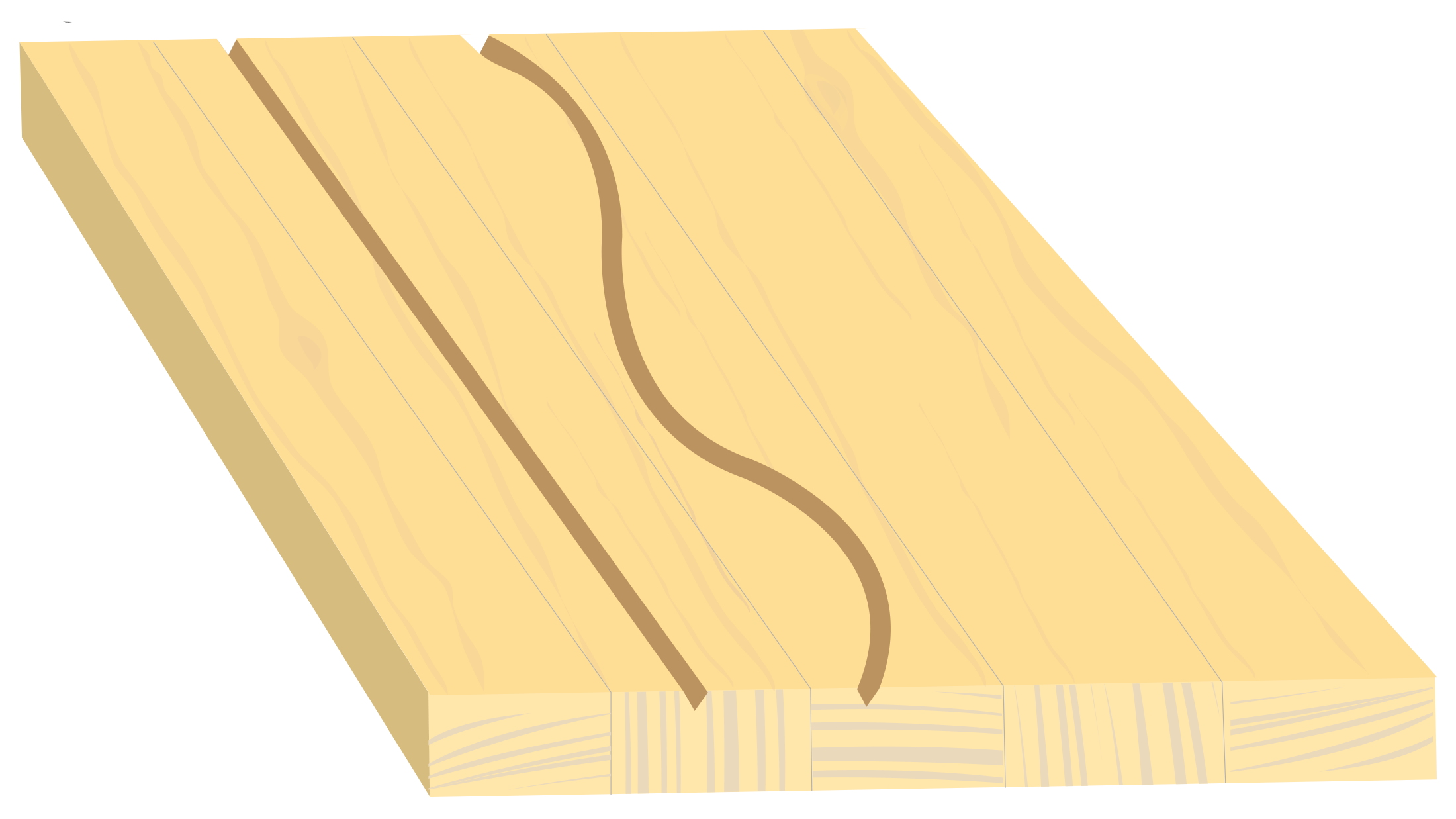
POSITIVA RÄNDER
Ränder som kommer ut ur trästycket
NEGATIVA RÄNDER
TRASIGA BAND
OJÄMN YTA
KORT BRUKSTID